Descpription
Falling Film Evaporators with Mechanical Vapour Recompression

Main benefits
High product quality
due to low thermal impact and short residence times
Integrated aroma recovery
and concentration
Lowest possible energy consumption
down to 10 kWh/ton evaporated water
Integrated prewarming
and pasteurisation possible
High efficiency with 22 hours production per day
and 2 hours cleaning only
Low maintenance expense
in this way low costs
Falling film evaporator
with prewarming, mechanical vapour recommpression, Aroma Recovery and Concentration
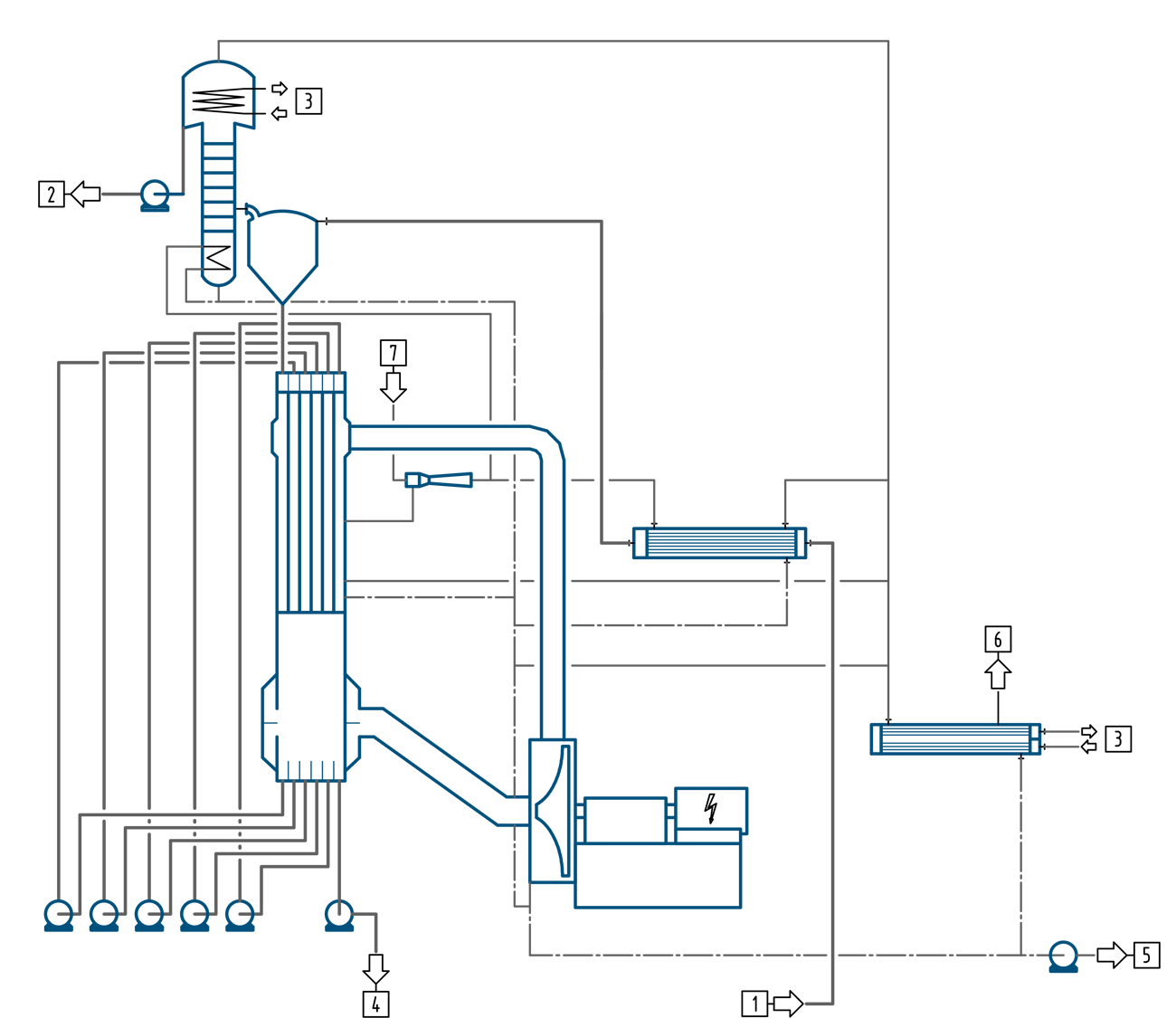
[ 1 ] feed inlet
[ 2 ] aroma concentrate
[ 3 ] cooling water supply
[ 4 ] condensate
[ 5 ] concentrate outlet
[ 6 ] to vacuum
[ 7 ] steam infeed